|
注塑模具的隨形冷卻水路制造是3D打印領(lǐng)域的熱門(mén)話題之一,3D打印技術(shù)使冷卻水路的制造避免了交叉鉆孔的限制,3D打印的隨形冷卻水路還可以根據(jù)冷卻要求進(jìn)行不同的冷卻回路設(shè)計(jì),從而以一致的速度進(jìn)行散熱,以促進(jìn)散熱的均勻性。在部分模具制造廠商中,隨形冷卻模具業(yè)務(wù)已占到總業(yè)務(wù)的40%。
那么,3D打印隨形冷卻水路的設(shè)計(jì)原則與傳統(tǒng)冷卻水路有什么不同? 傳統(tǒng)冷卻水路的設(shè)計(jì)與制造中,有哪些可以借鑒的經(jīng)驗(yàn)?3D科學(xué)谷歸納以下幾點(diǎn)由模具增材制造專(zhuān)家分享的設(shè)計(jì)經(jīng)驗(yàn)將給這些問(wèn)題帶來(lái)一定啟發(fā)。
水路的直徑。使用鉆孔方式制造的傳統(tǒng)冷卻水路常用的直徑為7/16英寸(約11.11 mm)。通過(guò)這種方式制造的冷卻水路,如果直徑過(guò)大,將可能導(dǎo)致水路難以接近模具表面,同時(shí)避開(kāi)模具部件。如果直徑過(guò)小,在水路加工時(shí)可能會(huì)發(fā)生鉆頭漂移。雖然,增材制造技術(shù)規(guī)避了鉆孔方式的一些局限性,但是在設(shè)計(jì)水路時(shí)仍需將直徑設(shè)定在經(jīng)過(guò)實(shí)踐驗(yàn)證的常用尺寸范圍內(nèi),從而降低這種技術(shù)的不確定性。
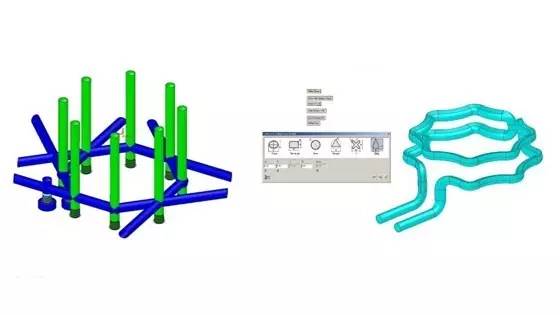
圖1 左圖是傳統(tǒng)鉆孔方式加工的冷卻水路,右圖是隨形冷卻水路。傳統(tǒng)冷卻水路的冷卻時(shí)間為50.89秒,隨形冷卻水路冷卻時(shí)間為44.97秒,減少了12%。
橫截面面積。在通過(guò)鉆孔方式加工冷卻水路時(shí),水路的橫截面積始終是保持不變的。盡管通過(guò)3D打印技術(shù)可以制造出一條擁有多種不同形狀的水路,但是在設(shè)計(jì)3D打印隨形冷卻水路時(shí)應(yīng)保持水路的橫截面積不變,從而保證恒定體積的冷卻液體通過(guò)水路。
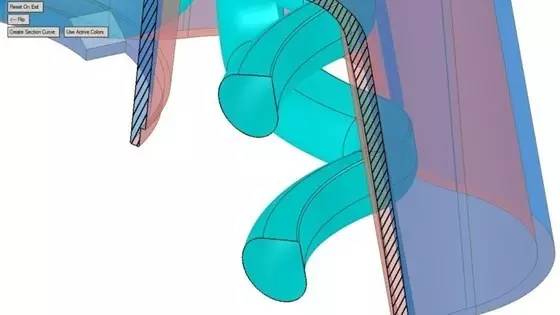
圖2 截面為淚滴形狀的冷卻水路。入口和出口處的直徑為7/16英寸(約11.11 mm),淚滴形狀水路的橫截面面積在設(shè)計(jì)時(shí)需要保持一致。在該案例中,淚滴形隨形水路的橫截面周長(zhǎng)為1.574英寸(約39.93 mm),而同樣面積的傳統(tǒng)圓形水路的周長(zhǎng)為1.374英寸(約34.90 mm),淚滴狀隨形冷卻水路具有更大的表面積將模具中的熱量帶走。
與模具表面的距離。對(duì)于冷卻水路與模具表面的距離并沒(méi)有一個(gè)固定的規(guī)定,例如,有的企業(yè)在設(shè)計(jì)時(shí)保留的距離恰好等于水路直徑的距離,而有的企業(yè)保留的距離為水路直徑的2倍。對(duì)于大多數(shù)隨形冷卻水路來(lái)說(shuō),與模具表面的距離取決于零件的幾何形狀。在設(shè)計(jì)與模具表面的距離時(shí),有一個(gè)需要遵守的原則是,使隨形水路與模具表面始終保持相同的距離,從而達(dá)到均勻的冷卻效果。
冷卻水路的長(zhǎng)度。在使用鉆孔方式加工冷卻水路時(shí),如果鉆孔時(shí)產(chǎn)生的碎屑未被排空,則可能發(fā)生鉆頭漂移或損壞。在這種情況下,人們會(huì)選擇將冷卻水路設(shè)計(jì)的盡量短一些。盡管通過(guò)3D打印技術(shù)制造隨形冷卻水路,不存在刀具損壞等問(wèn)題,但是在設(shè)計(jì)時(shí)仍不建議將水路設(shè)計(jì)的過(guò)長(zhǎng)。這是由于冷卻水在較短的冷卻水路中可以更為迅速的進(jìn)出,使熱分布更為均勻。
截面積的另一個(gè)規(guī)則。 由于多條短的冷卻水路能夠更加均勻的進(jìn)行冷卻,所以有的隨形冷卻水路是按照毛細(xì)管的思路來(lái)設(shè)計(jì)的,即:一條大的冷卻水路被分為多條小而短的水路,然后再匯入一條大的水路。在這種情況下,多條小水路的橫截面積總和應(yīng)等于大水路入口和出口的橫截面積,從而確保水的均勻流動(dòng),進(jìn)一步降低翹曲的風(fēng)險(xiǎn)。
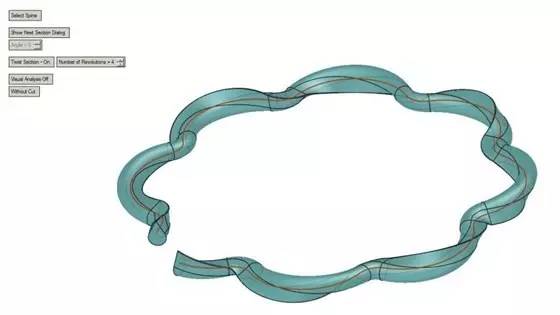
旋轉(zhuǎn)結(jié)構(gòu)。模具冷卻水路中的水量是影響模具冷卻時(shí)間的因素,水量越大冷卻循環(huán)時(shí)間越短。另一個(gè)影響因素是水湍流。雖然3D打印隨形冷卻水路的內(nèi)表面由于沒(méi)有經(jīng)過(guò)拋光,所以會(huì)產(chǎn)生一些湍流,但是如果在設(shè)計(jì)時(shí)增加旋轉(zhuǎn)結(jié)構(gòu),則可以產(chǎn)生更多的湍流。例如圖3中展示的這個(gè)冷卻水路,在設(shè)計(jì)時(shí)向頂部回路中增加了四個(gè)旋轉(zhuǎn)結(jié)構(gòu)。
以上這些設(shè)計(jì)規(guī)則,并不是成功3D打印隨形冷卻水路所需要關(guān)注的全部規(guī)則,模具制造用戶在進(jìn)行3D打印隨形冷卻水路設(shè)計(jì)時(shí),應(yīng)對(duì)注塑模具制造有系統(tǒng)的了解。傳統(tǒng)的模具冷卻水路設(shè)計(jì)原則中有很多值得借鑒的經(jīng)驗(yàn),這些經(jīng)驗(yàn)是有效設(shè)計(jì)3D打印隨形冷卻水路的基礎(chǔ)。
參考資料:
3D Systems Application Engineer DAVID LINDEMANN,
Conformal Water Line Design Guidelines, MouldMaking Technology.
Optimal cooling design in injection moulding process – A new approach based on morphological surfaces
|













.png)